-

中山市艾航机械设备有限公司
主营:自动喷砂机,移动喷砂机,干喷砂机

中山市艾航机械设备有限公司
主营:自动喷砂机,移动喷砂机,干喷砂机 19
19
转盘式自动喷砂加工工艺流程:
利索转盘式自动喷砂机加工顺序如下:
1、喷砂时,工人将工件放在喷砂机工作台面小转盘上(客户需自备夹具)。
2、大转盘公转,带动小转盘至喷砂加工位,小转盘开始在喷砂加工舱自转。喷按所需方位对工件进行自动喷砂。
3、加工好的工件会随小转盘转到机器正面的装卸工位,
4、工人从转出端卸下喷好的工件,再装上要喷砂的工件。
5、本机采用间歇旋转(可改成连续旋转)的加工方式。
转盘式自动喷砂机喷控制方式
利索转盘式自动喷砂机的喷控制方式采用连杆摇摆方式,能按需调节喷位置、喷射角度与喷的摆动速度,各喷之间采用单独的调压阀控制,自由调节喷砂作业时的所需压力,同样的各喷之间由单独的喷开关分开控制,根据实际需要开启喷数量,从而保证喷工作平稳,使喷砂达到**的效果。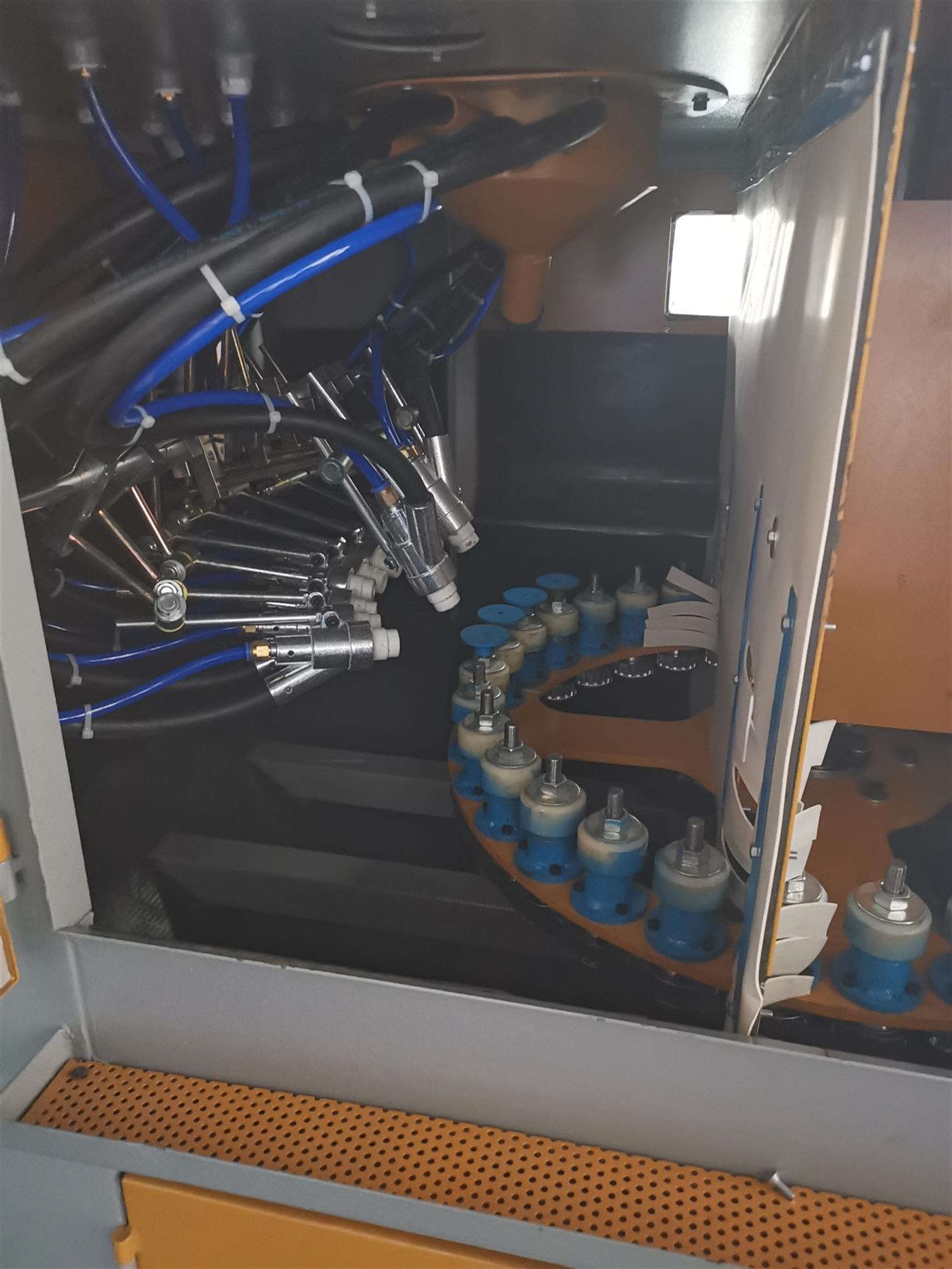
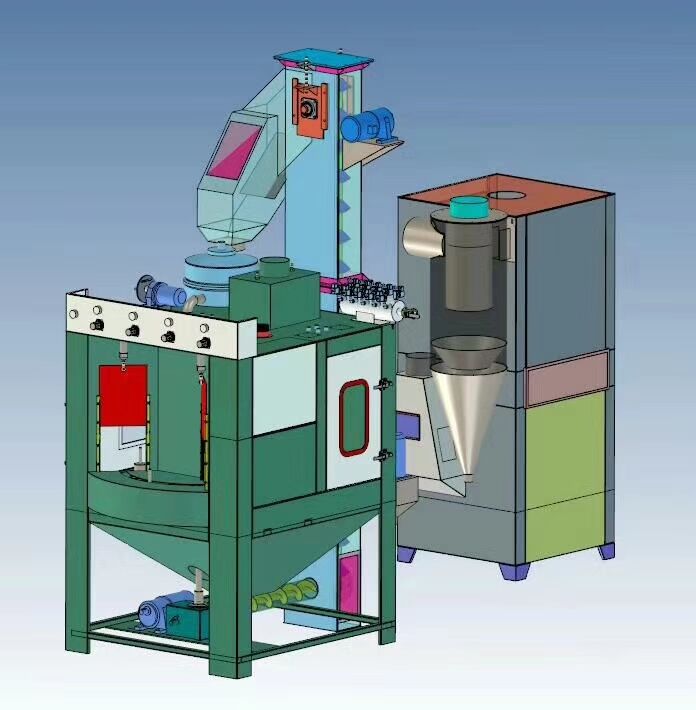
六.设备组成及各系统功能介绍
该设备由主机、分离器、除尘箱、电控箱、电气控制系统等组成。
a)主机
主要由主机喷砂室、转盘转动机构、工件旋转及压盖保护机构、喷及摆动机构、电控
箱等组成
1)、主机喷砂室体由3mm 冷轧钢板焊接而成,外表面喷漆,内表面贴耐磨胶皮防护。
2)、转动及移动机构:转盘采用10mm 钢板切割制作,并在表面开落砂孔。
轴承全部采用国内**品牌系列。架、连杆等都经过发黑及热处理(材质为45#,经调质处理)。工件旋转机构及夹具等砂料直接喷射部位另贴防护胶皮或覆胶处理,以提高部件使用寿命,工件旋转可变频调速。
3)、本机配置普压高速喷12 支,喷咀材质为碳化硼材料,铝制体,喷咀通径为Φ8mm。喷压力、角度、距离、移动速度都可根据表面要求调整,限度保持工件精度,实现理想表面效果。吹砂位吹砂固定,风嘴分布对准工件及夹具,夹具及工件旋转,可保证卸件时洁净。
4)、电控箱:电控箱设于主机右侧面,触摸面板设在主机右上方,集中控制操作;设有总的急停开关,急停开关为醒目的标准红色按钮;设有自动及手动转换开关,可实现每个动作单独运转;可根据需要选配安全光幕,机舱内部加工区及工件取放区均设有照明用防尘节能灯。
5)、夹具
装夹方式:装夹方便牢固,保证工件装夹后喷砂均匀一致,需保证夹具
的耐用,又避免了防护部位划伤。
(b) 分离器
本机的重要组成部分,置于工作舱**部,能有效实现砂料的自动循环使用及自动分离除尘;机体采用3mm 冷轧钢板,内外表面喷漆。
c)除尘箱
由滤芯、电磁阀、脉冲控制仪、离心风机、集尘斗车等组成。设置台6 个滤芯。箱体由2mm 冷轧钢板焊接而成,内外表面喷塑。
外形尺寸:1200(L)*1000(W)*1800(H)mm。(注:不含风机高度)
除尘风机:3Kw 的离心风机。
d) 电气控制系统
电气控制系统由气动缸、压力表、调压阀(统一集成调整)、电磁阀(每支单独控制关闭)、行程开关、节流换向开关、触摸屏、相应的电气管路及控制组件等组成。
e) 设备总功率:10Kw 电源380V/50HZ 三相五线制
大转盘驱动电机:0.75kw,配大数比蜗轮减速器;
喷摆动减速电机:0.75kw;
小转盘驱动减速电机:0.4kw;
抽尘风机:7.5Kw;
照明:舱内 0.02Kw 防爆灯1 盏,取放位0.06Kw 牛眼灯1 盏。
f) 空 气压缩系统(用户自配)
喷砂压力按工艺要求可进行调整,压力 1~7bar 不等,并有配有数字显示压力。